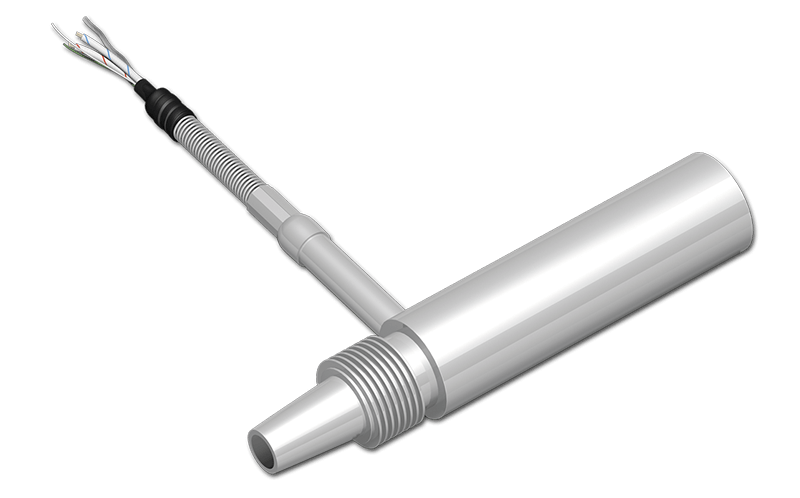
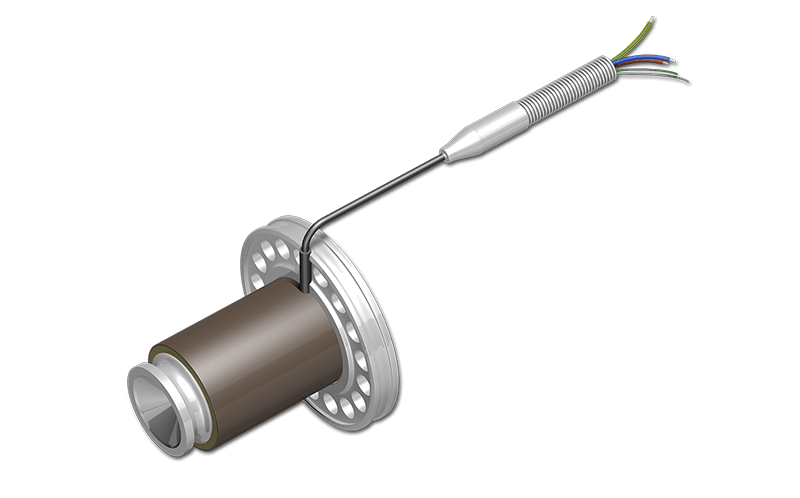
Based on heating with a hotspring Maxi with power distribution, the hotcast closed mouthpiece heater (GMH) offers the possibility of uniform heating of the melt channel. In addition to resistance to penetrating material, the all-round welded closed system ensures a high level of energy savings (up to 60% compared to traditional cartridge heater heating) as well as shortened cycle times combined with a high potential for material savings (shortened sprue pin and shorter cycles due to deep immersion in the mold).
The hotcast open mouthpiece heater (OMH) offers a low-cost alternative to the closed system.
- Up to 40% reduced cycle time with higher part quality
- Up to 30% less shot weight
- Up to 7% increase in part weight due to higher microstructure density
- Optimizing the flowability of the material, thus lower porosity and fewer shrinkage cavities
- continuous heating from the casting neck into the mold
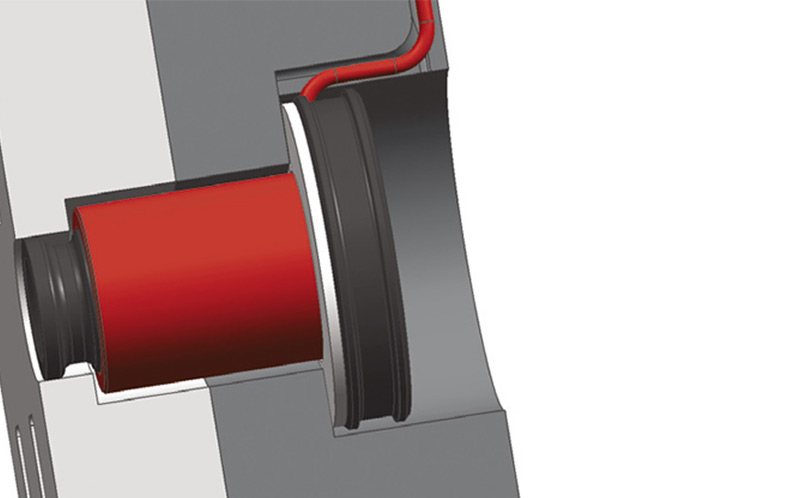
- position of the deposition point directly in front of the parting line
- elimination of the sprue cone
- reduction of mold costs
- more design freedom for new molds, e. g. e.g. for smaller channel cross-sections
- less scrap, especially for finishing, e.g. electroplating
- possible to replace cold bushings in existing molds
- suitable for machines with 50 t, 80 t or 125 t clamping force
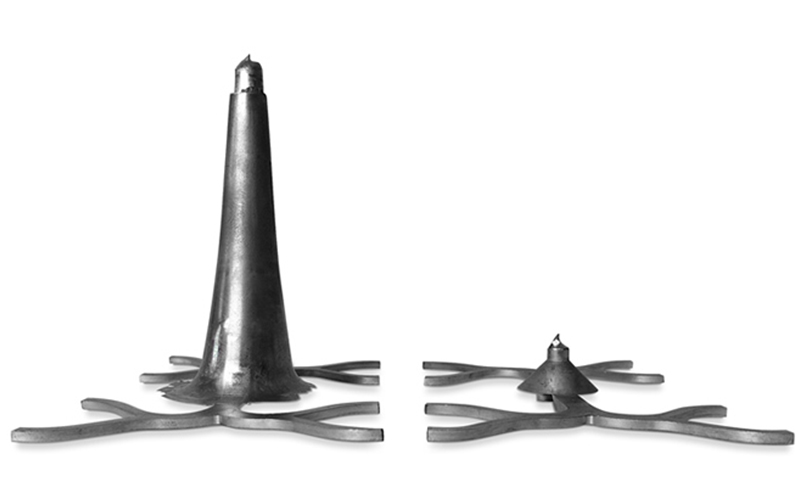
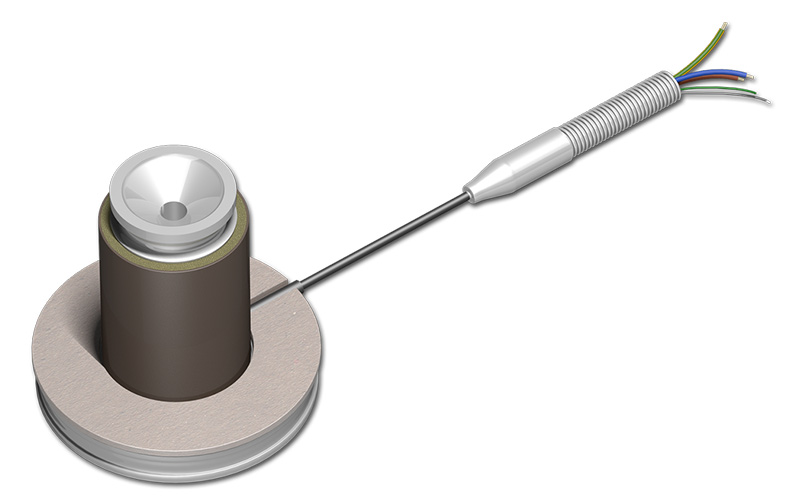
The new hotcast sprue nozzle is positioned directly in front of the parting line, like the usual cold bushes. This shifts the melting point directly in front of this parting line and the sprue is reduced to a minimum. Significant material savings, lower mold costs and shorter cycle times due to faster cooling of the melt are part of the calculable benefits. Tests have shown cycle reductions of up to 40%.
The length of the flow path of the melt from the exit point from the machine nozzle is decisive for the molded part quality that can be achieved. Due to the shorter flow path when using the sprue nozzle, the melt is still at a higher temperature near the cavity than with conventional processes. This means that the cavity can be shaped better or longer flow paths can be provided in the mold. At the same time, smaller channel cross-sections can be taken into account when designing the mold.
Due to the improved flowability, the formed casting has a denser microstructure. Consistently high molded part quality is achieved in series production thanks to reduced porosity and fewer shrinkage cavities. Tests show that there is significantly less scrap on surface parts. Such savings have a particularly positive effect if scrap can only be detected after finishing measures, e.g. electroplating.
The use of the sprue nozzle has a further positive effect on the service life of molds and machine components. With identical filling behavior, the machine can be run at lower casting pressure. The machine parameters “filling speed” and “filling pressure” can be reduced without changing the quality of the components.

Well-known companies already use the sprue nozzle. Dr. Christian Kuwer, technical manager of Sieper GmbH in Lüdenscheid, Germany (manufacturer of SIKU toy model cars and WIKING models) has applied it and comes to the conclusion: “We have found with one of our ‘problem molds’ that we can now reproducibly manufacture the casting-technically difficult component, which we previously could only produce with great difficulty in an acceptable quality, in very good quality. ”
Further, Dr. Kuwer confirms, “Filling speed and filling pressure can be reduced without any disadvantages for the quality of the components.”