Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren

Design surfaces without visible weld lines
 With the DH-system, you can precisely control the temperature in the injection mold where the weld line would occur. The plastic flow is optimized at the problematic point. As a result, the plastic flows into each other and joins without any visually visible weld line notch. We customize the DH-System to your injection molding application and mold.
With the DH-system, you can precisely control the temperature in the injection mold where the weld line would occur. The plastic flow is optimized at the problematic point. As a result, the plastic flows into each other and joins without any visually visible weld line notch. We customize the DH-System to your injection molding application and mold.Very thin wall thicknesses
 Do you want to produce filigree injection molded parts with partially very thin walls? The DH-system ensures that the plastic within the cavity penetrates even into the narrow, difficult-to-fill areas.
Do you want to produce filigree injection molded parts with partially very thin walls? The DH-system ensures that the plastic within the cavity penetrates even into the narrow, difficult-to-fill areas.No matt points
 In the injection molding process, matt points have various causes. Among other things, small gates and high injection speeds play a central role. For demanding design surfaces, you can avoid matt points with the DH-system.
In the injection molding process, matt points have various causes. Among other things, small gates and high injection speeds play a central role. For demanding design surfaces, you can avoid matt points with the DH-system.Partial optimization of the molding
 In order to realize partial optimization of the molding, the mold wall temperature must be increased. This can be achieved through the clever use of the DH-System.
In order to realize partial optimization of the molding, the mold wall temperature must be increased. This can be achieved through the clever use of the DH-System.Fine microstructures
Partial, dynamic mold tempering
 The DH-System partially tempers tools with a heating speed of 60 K/s. The main advantage, in addition to rapid heating, there is the rapid removal of heating energy and/or rapid cooling. You will not reach this via auxiliary solutions.
The DH-System partially tempers tools with a heating speed of 60 K/s. The main advantage, in addition to rapid heating, there is the rapid removal of heating energy and/or rapid cooling. You will not reach this via auxiliary solutions.Same or shorter cycle times
If you want to achieve high-quality, defect-free plastic design surfaces without extended cycle times, turn to the DH-System. It combines quality and speed. We have also already managed to even shorten the cycle time.
Minimized energy consumption
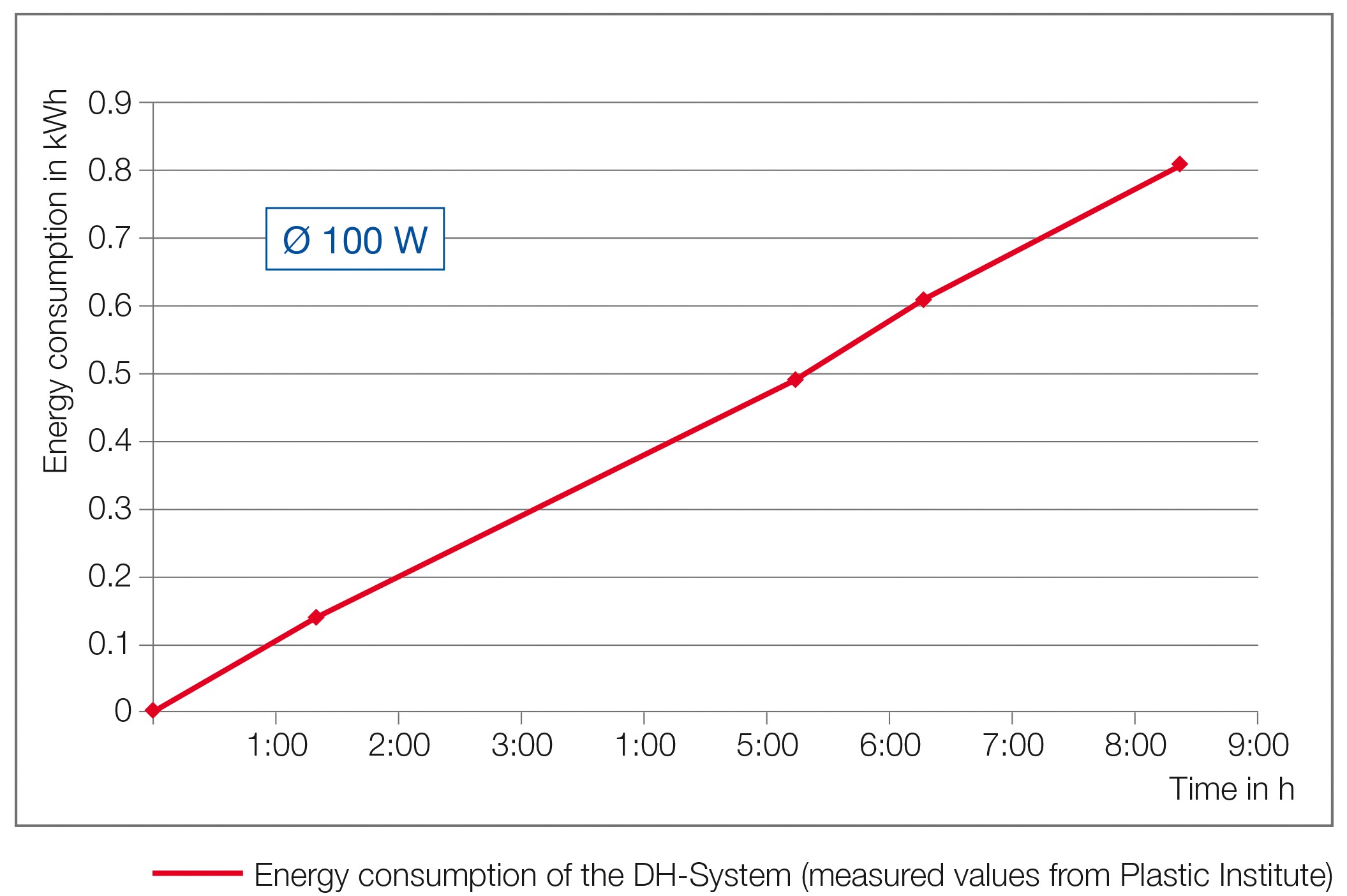
The DH-system brings the amount of heat into the mold that is actually needed. No unnecessary, excessive mold temperature control! You can get by with an average of around 100 W of heating power per hour. With optimized part quality and high-quality design surfaces.
Save resources
 Short cycle times, low heating power, high quality. In addition, the DH-system optimizes the flow of plastic in the mold and prevents the production of faulty injection molded parts — and thus waste. You save energy, time and material resources.
Short cycle times, low heating power, high quality. In addition, the DH-system optimizes the flow of plastic in the mold and prevents the production of faulty injection molded parts — and thus waste. You save energy, time and material resources.
The basic concept of the new DH-system is that it is always designed by hotset engineering as an individually configured complete solution with control technology adapted to the specific application. It is composed of various hardware and software components and — similar to a hot runner system — is provided ready for integration into the mold.

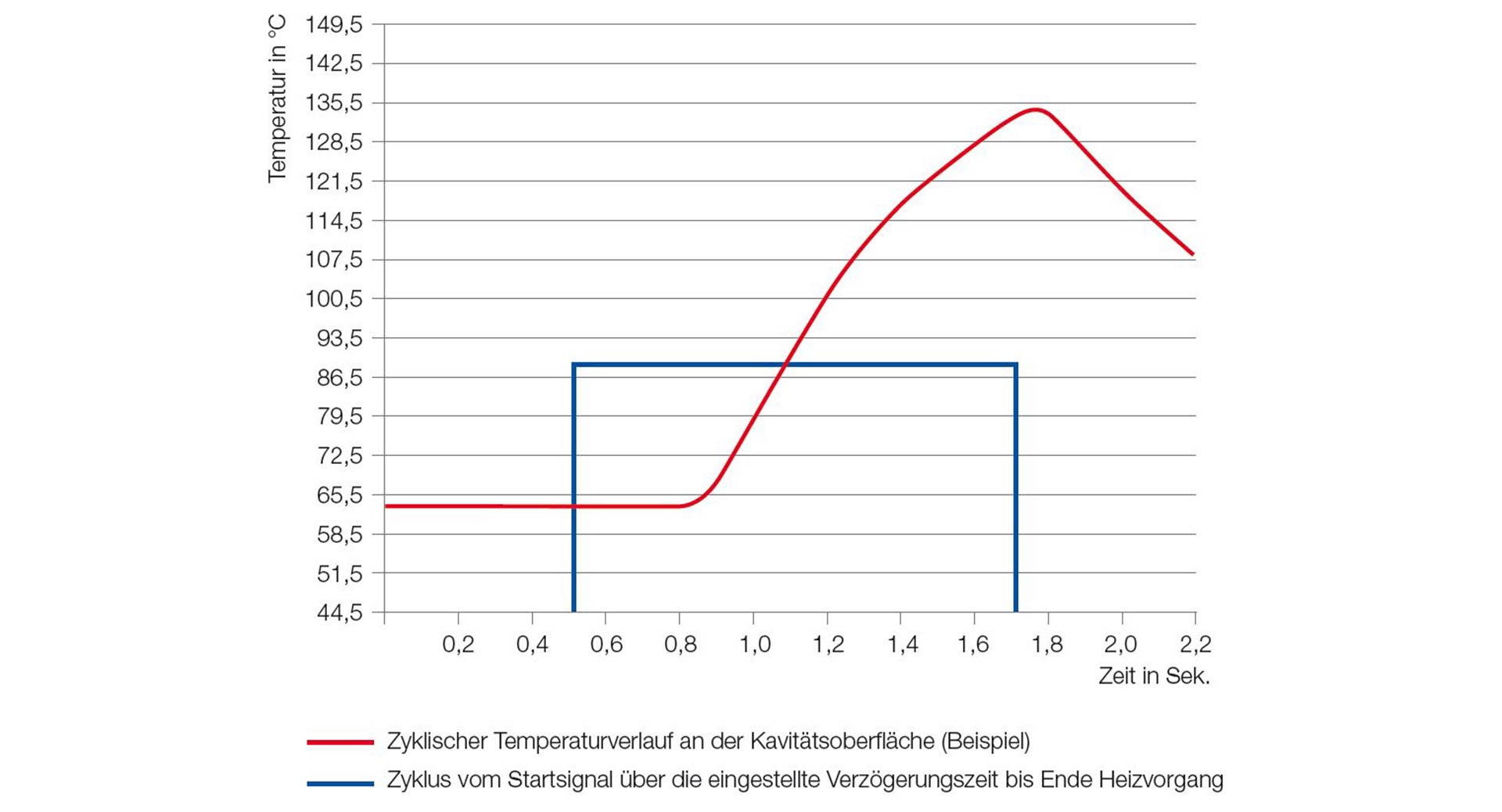
A new thermal sensor with an extremely short response time gives the hotset DH-system for partial and cyclic cavity temperature control even greater process accuracy.
Thanks to its fast response behavior, the new cavity sensor detects even the smallest temperature changes and deviations in near real time. In a fraction of a second, the measured values are then forwarded to the DH-system controller and graphically processed.